Производственная политика
Производственная политика
С целью возникновения плодотворного сотрудничества сообщаем Вам, что :
Наше предприятие ООО ” МИМ “ основанное в 1992 г. занимается тиражированием продукции, используя научные знания, полученные в Ленинградском Политехническом институте имени М. И. Калинина на кафедре Механико-машиностроительного факультета ( технология и конструирование станков и инструмента )и многолетний практический опыт.
Для оптимизации временных и материальных затрат, Мы совмещаем использование различного оборудования и технологических процессов для повышения производительности, снижения машинного времени и расхода материалов, инструмента, электроэнергии и т. д. на единицу изделия при производстве работ с обеспечением гарантированно высокого качества получения изделий ( деталей ), независимо от размера партии.
Изготавливаем изделия как по чертежам Заказчика, так и разрабатываем чертежи по образцам.
Основной принцип Нашего предприятия : ” Нет нерентабельных изделий – есть нерентабельные технологии “. Перед началом работ согласовываем с Заказчиком наши технологические и конструкторские рекомендации.
Для реализации Нашей технической и ценовой политики Мы используем следующие техно-логические процессы :
1.Токарно-фрезерную и фрезерную металлообработку на станках с ЧПУ ( в т. ч. высокопрочный крепёж ),
2. Универсальную токарную, фрезерную обработку и сверление деталей.
3. Изготовление деталей на шестишпиндельных токарных полуавтоматах до 40 мм и до 65 мм, на токарных автоматах до 25 мм4. Изготавливаем высокопрочный керпёж, закладные.
5. Зубонарезание, изготовление в т. ч. мелкомодульных зубчатых колёс, шестерней ( например m=0,2 мм ),
6. Холодную штамповку ( в т. ч. из нагартованной нержавеющей стали высокоточных плоских пружин ),
Наши мембраны и пружины уже 4 года в количестве 100000 шт работают у потребителей без нареканий.
Преимущество изготовления нами мембран и пружин сразу из нагартованной нержавеющей стали заключается в том, что плоскостность полученная при штамповке не нарушается, как это было традиционно ранее при изготовлении данных изделий из пружинных углеродистых сталей 65Г и 60С2А после термообработки ( требовалась очистка от окалины, галтовка, травление и рихтовка, никилерование и опять рихтовка ).
Циклическая стойкость изготавливаемых нами мембран и пружин, как минимум не отличается от стойкости мембран и пружин изготавливаемых ранее из пружинных углеродистых сталей 65Г и
60С2а, а в целом ряде случаев превосходит их за счёт наличия легирующих элементов Ni и Cr и сохранения нагартованного, слоя демпфирующего положительные напряжения, возникающие при циклических изгибах и кручении.
Специальная конструкция наших штампов обеспечивает выполнение требований по обеспечению плоскостности, компенсации пружинения металла при гибке и вырубке, точность изготовления данных деталей.
7. Изготовление и проектирование штампов.
8. Горячее прессование из латуни, алюминия, меди ( например корпус соленоида ).
9. Глубокую вытяжку деталей из листового металла ( например вытяжка стаканчиков и корпусов из листа АМГ 2М, Aisi 304( предпочтительно из АМцМ)),
10. Вакуумную формовку пластмасс,
11. Специализированное оборудование для изготовления проволочных металлокаркасов.
12. Гибку изделий из листового металла.
13. Лазерную резку.
14. Порошковую покраску.
15. Сварку :
15.1 Сварку металлоконструкций на чугунной плите 1,5 х 3 м мультисистемными полуавто-матами kempi 450 А kps 4500 ( в т. ч. Al, Ti, AISI и углеродистых сталей).
15.2 Аргонодуговую сварку Аl, AISI, Ti, углеродистых сталей.
15.3 Сварку электродами.
Например, изготавливаем рекламные металлоконструкции ТАС, павильоны остановок ожидания городского транспорта ПОГТ, ванны гидроабразивной резки, манипуляторы для сварки и напыления ( габарит ДИП 500 L= 5000 мм ), Al и AISI трапы, закладные, каркасы, решётки, арматурные каркасы.
16. Ремонт токарно-фрезерных и фрезерных станков с ЧПУ ( например выставку инструментальных головок ( резцедержателей )).
17. Ремонт универсальных станков.
18. Ремонт прессового оборудования.
19. Осуществляем продажу, поставку и подбор оборудования, запасных частей, инструментальных блоков ( из наличия и под заказ ) под технологические потребности Заказчиков. Как Китайского, так и Российского производства.
5. Зубонарезание, изготовление в т. ч. мелкомодульных зубчатых колёс, шестерней ( например m=0,2 мм ),
6. Холодную штамповку ( в т. ч. из нагартованной нержавеющей стали высокоточных плоских пружин ),
Наши мембраны и пружины уже 4 года в количестве 100000 шт работают у потребителей без нареканий.
Преимущество изготовления нами мембран и пружин сразу из нагартованной нержавеющей стали заключается в том, что плоскостность полученная при штамповке не нарушается, как это было традиционно ранее при изготовлении данных изделий из пружинных углеродистых сталей 65Г и 60С2А после термообработки ( требовалась очистка от окалины, галтовка, травление и рихтовка, никилерование и опять рихтовка ).
Циклическая стойкость изготавливаемых нами мембран и пружин, как минимум не отличается от стойкости мембран и пружин изготавливаемых ранее из пружинных углеродистых сталей 65Г и
60С2а, а в целом ряде случаев превосходит их за счёт наличия легирующих элементов Ni и Cr и сохранения нагартованного, слоя демпфирующего положительные напряжения, возникающие при циклических изгибах и кручении.
Специальная конструкция наших штампов обеспечивает выполнение требований по обеспечению плоскостности, компенсации пружинения металла при гибке и вырубке, точность изготовления данных деталей.
7. Изготовление и проектирование штампов.
8. Горячее прессование из латуни, алюминия, меди ( например корпус соленоида ).
9. Глубокую вытяжку деталей из листового металла ( например вытяжка стаканчиков и корпусов из листа АМГ 2М, Aisi 304( предпочтительно из АМцМ)),
10. Вакуумную формовку пластмасс,
11. Специализированное оборудование для изготовления проволочных металлокаркасов.
12. Гибку изделий из листового металла.
13. Лазерную резку.
14. Порошковую покраску.
15. Сварку :
15.1 Сварку металлоконструкций на чугунной плите 1,5 х 3 м мультисистемными полуавто-матами kempi 450 А kps 4500 ( в т. ч. Al, Ti, AISI и углеродистых сталей).
15.2 Аргонодуговую сварку Аl, AISI, Ti, углеродистых сталей.
15.3 Сварку электродами.
Например, изготавливаем рекламные металлоконструкции ТАС, павильоны остановок ожидания городского транспорта ПОГТ, ванны гидроабразивной резки, манипуляторы для сварки и напыления ( габарит ДИП 500 L= 5000 мм ), Al и AISI трапы, закладные, каркасы, решётки, арматурные каркасы.
16. Ремонт токарно-фрезерных и фрезерных станков с ЧПУ ( например выставку инструментальных головок ( резцедержателей )).
17. Ремонт универсальных станков.
18. Ремонт прессового оборудования.
19. Осуществляем продажу, поставку и подбор оборудования, запасных частей, инструментальных блоков ( из наличия и под заказ ) под технологические потребности Заказчиков. Как Китайского, так и Российского производства.
ООО ” МИМ “
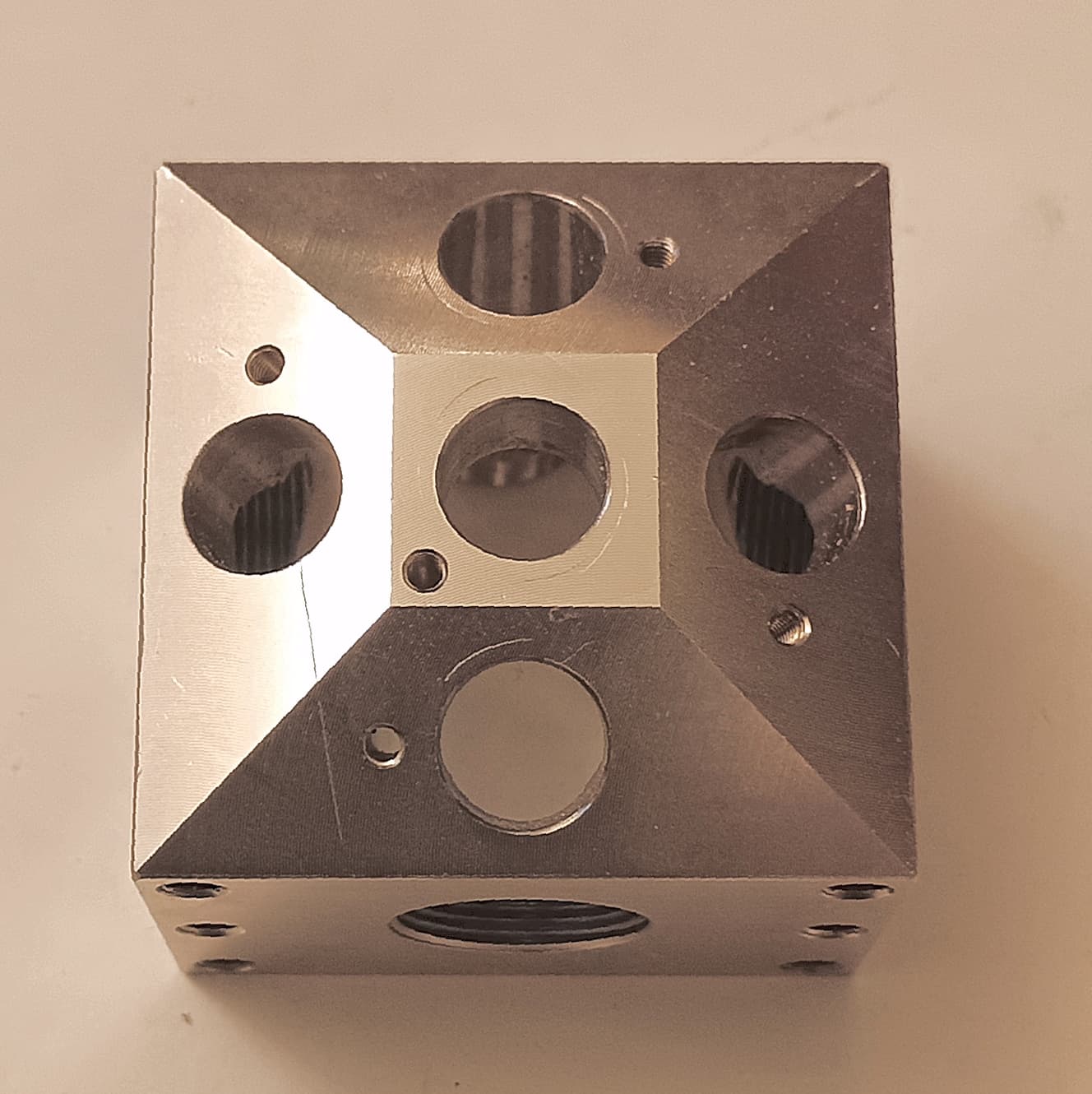
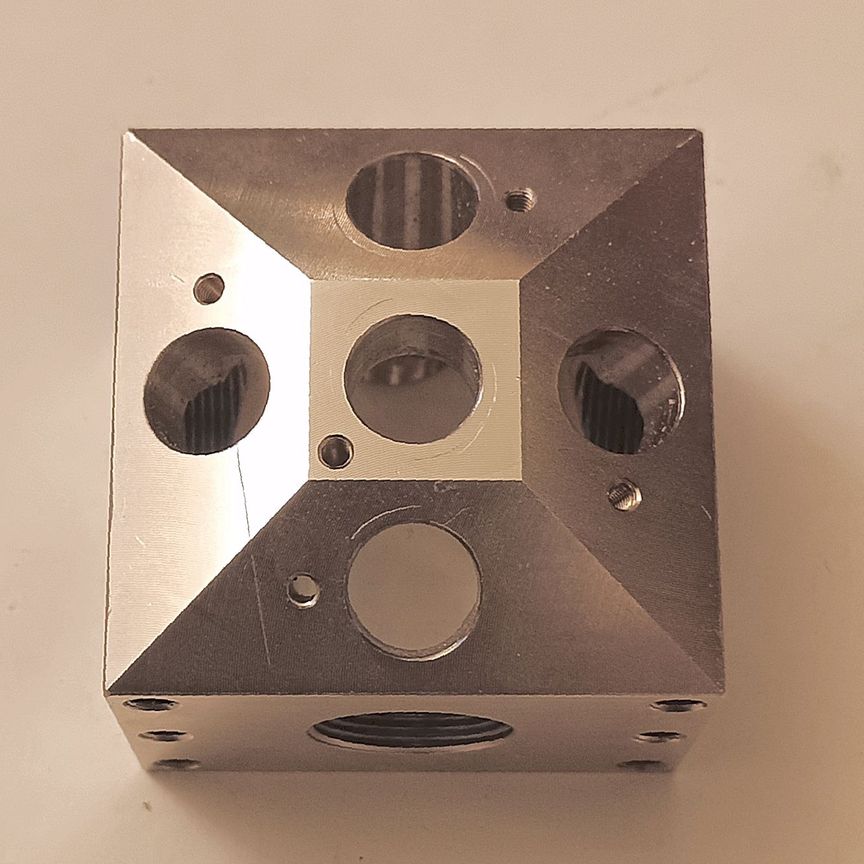
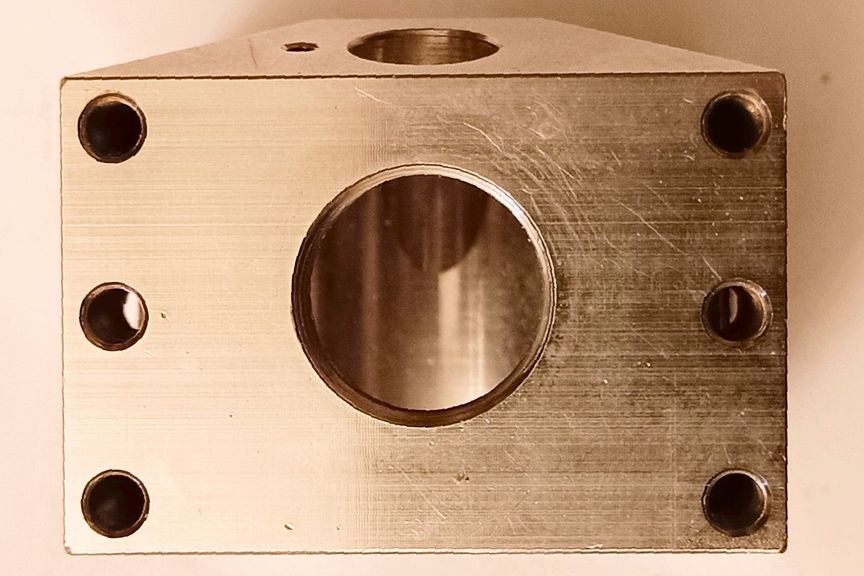
Механическая обработка. Корпус головки виброакустической.Материал ЛС59, никелирование.
ООО ” МИМ “
Механическая обработка. Корпус головки виброакустической.Материал ЛС59, никелирование.
Оси отверстий ( выполненных с допуском + 0,015 мм ), расположенных под углом 17 градусов, пересекаются в одну точку по оси центрального отв. в воздухе на расстоянии 50 мм от противоположного торца. Пересечение осей обеспечено технологически.
Были задействованы следующие технологические операции :
1.Токарно-фрезерная и фрезерная металлообработка на станках с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль5. Гальваническое никелирование.6. Метрологический контроль.
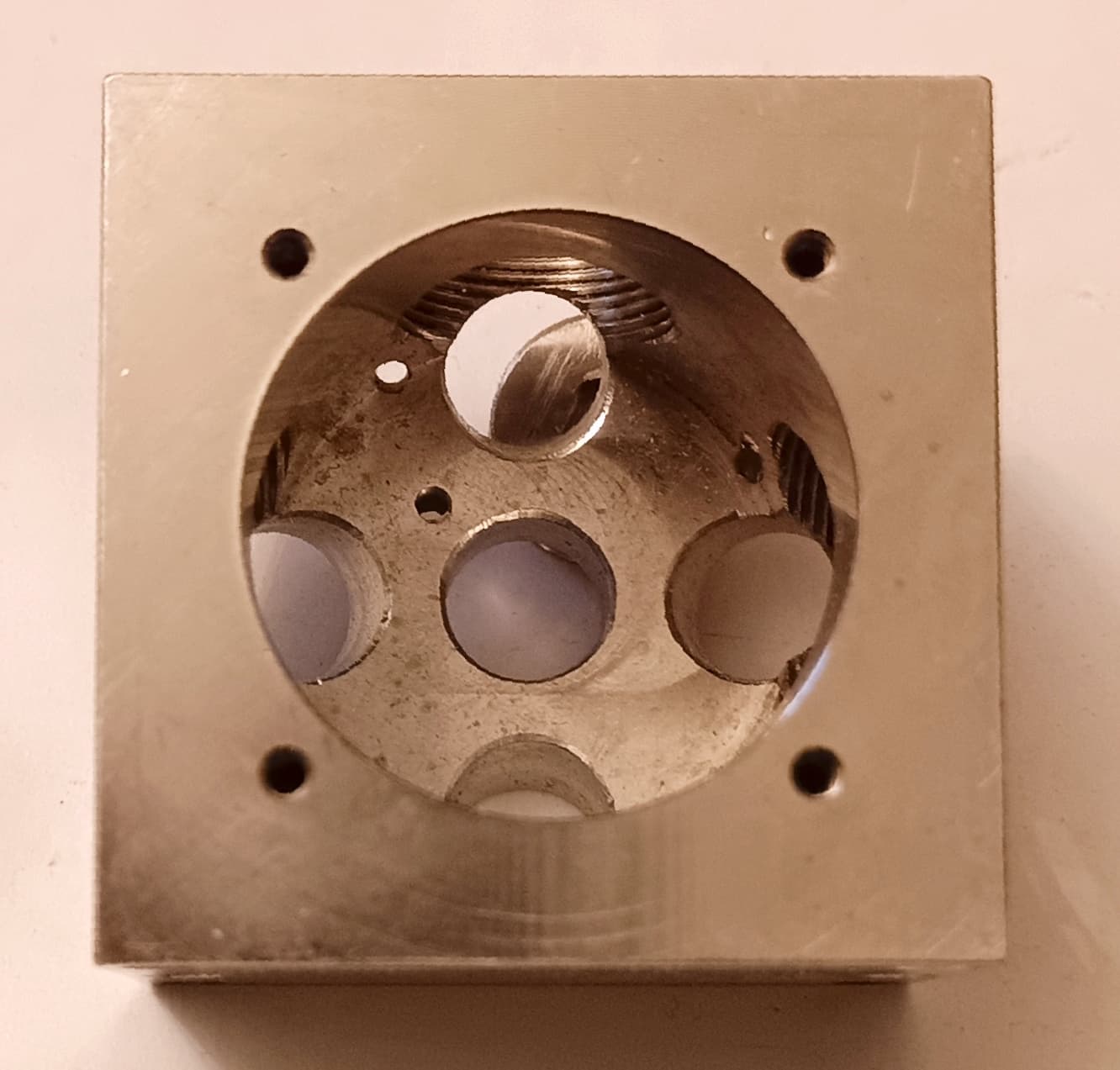
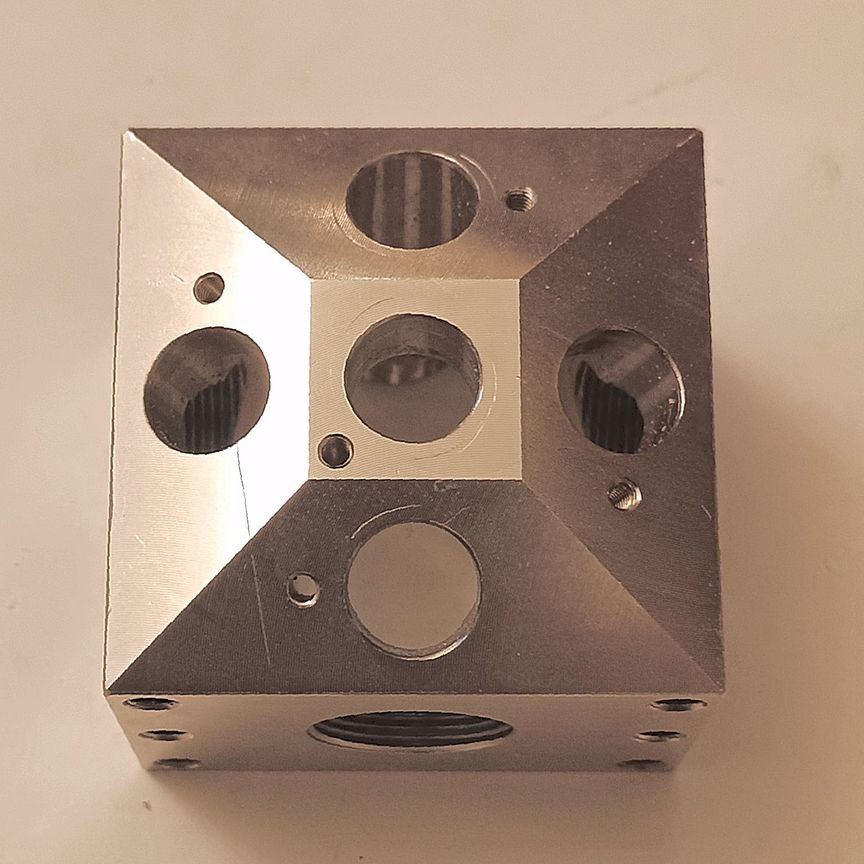
Механическая обработка. Корпус виброакустической головки вид снизу.
Механическая обработка. Корпус виброакустической головки вид снизу.
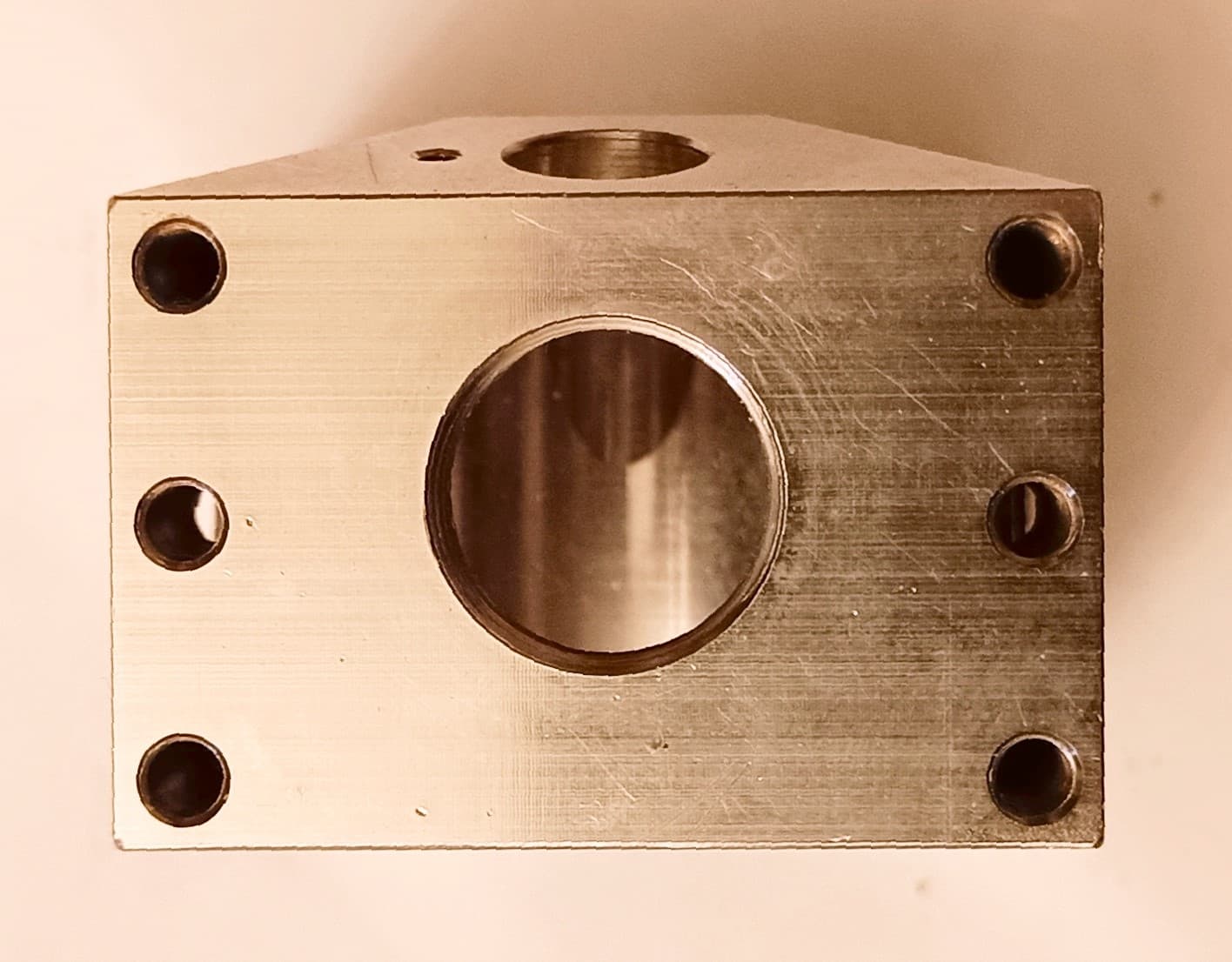
Механическая обработка. Корпус виброакустической головки вид сбоку.
Механическая обработка. Корпус виброакустической головки вид сбоку.
ООО ” МИМ “
Механическая обработка. Электрод BrCrZr вид в профиль, все диаметральные и линейные размеры имеют допуск 0,05 мм

ООО ” МИМ “
Механическая обработка. Электрод BrCrZr вид в профиль, все диаметральные и линейные размеры имеют допуск 0,05 мм
Были задействованы следующие технологические операции :
1.Токарно-фрезерная и фрезерная металлообработка на станках с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль.
Механическая обработка. Электрод BrCrZr вид фронтально все диаметральные и линейные размеры имеют допуск 0,05 мм

Механическая обработка. Электрод BrCrZr вид фронтально все диаметральные и линейные размеры имеют допуск 0,05 мм
Были задействованы следующие технологические операции :
1.Токарно-фрезерная и фрезерная металлообработка на станках с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль.
Механическая обработка. Электрод BrCrZr внутреннее отверстиевыполнено под углом 2 градуса к оси вращения детали.

Механическая обработка. Электрод BrCrZr внутреннее отверстиевыполнено под углом 2 градуса к оси вращения детали.
Были задействованы следующие технологические операции :
1.Токарно-фрезерная и фрезерная металлообработка на станках с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль.
ООО ” МИМ “
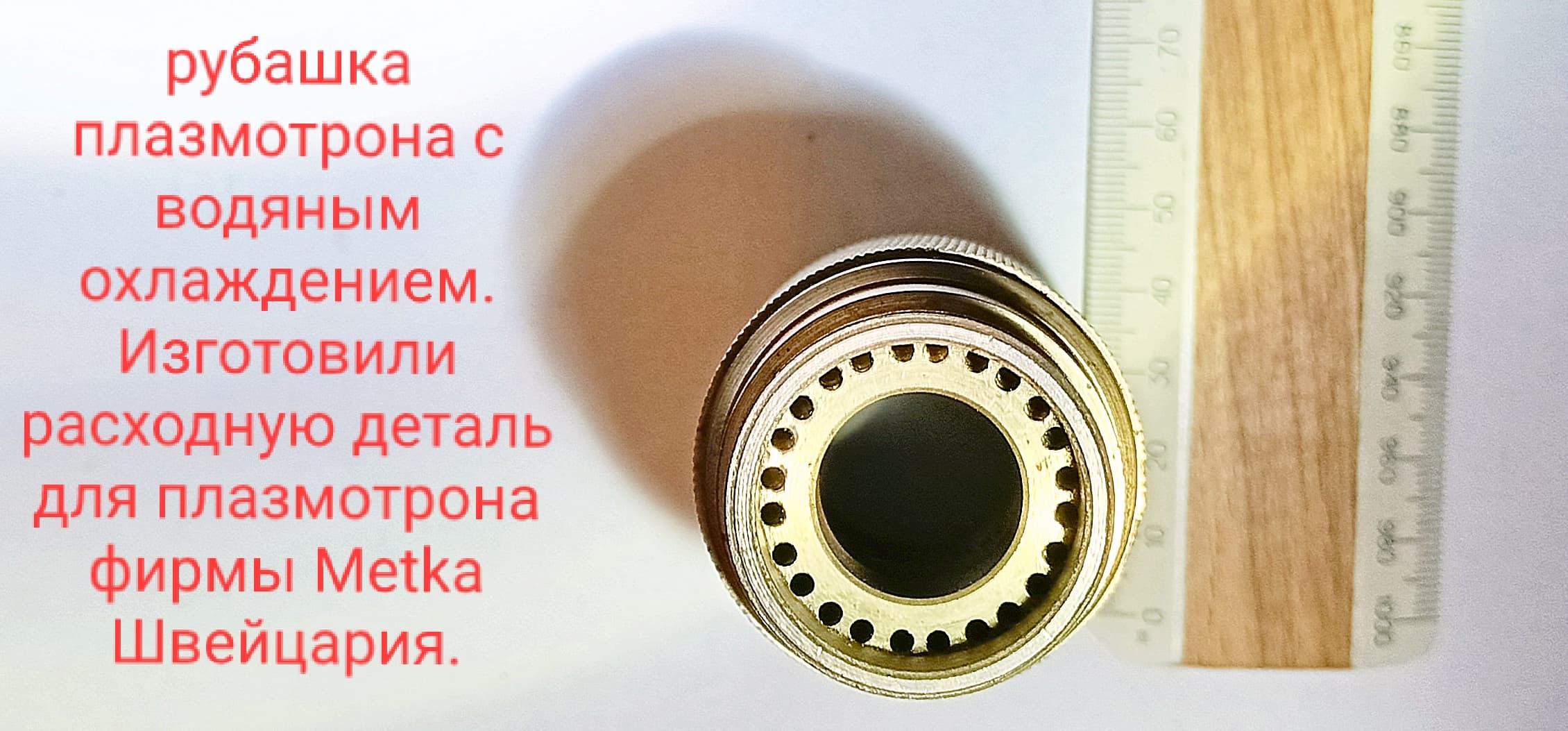
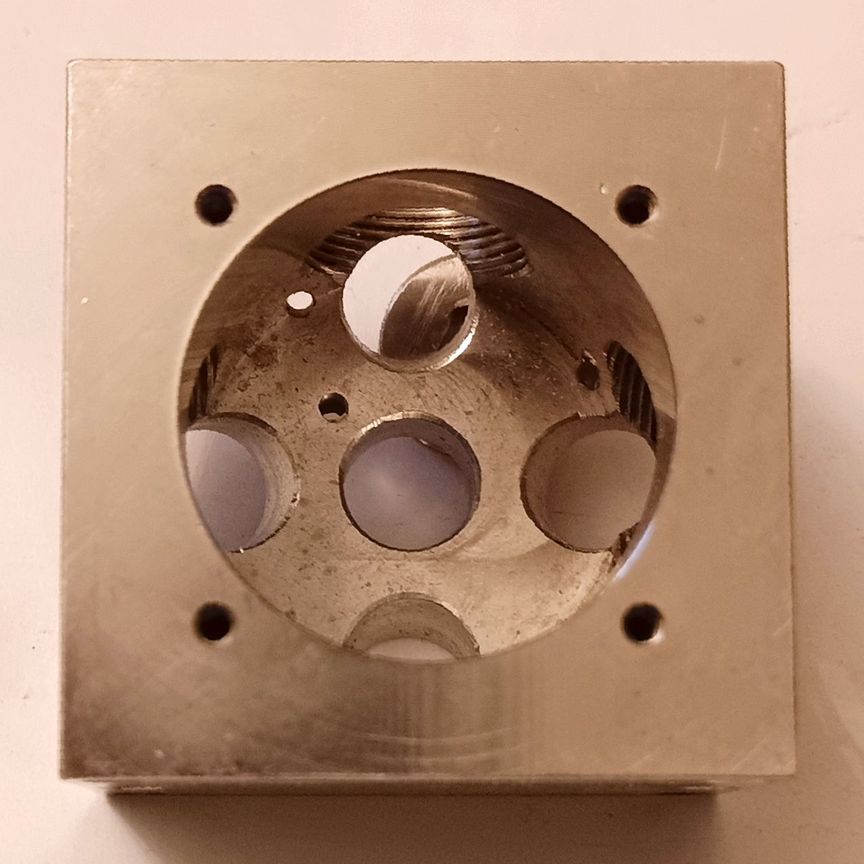
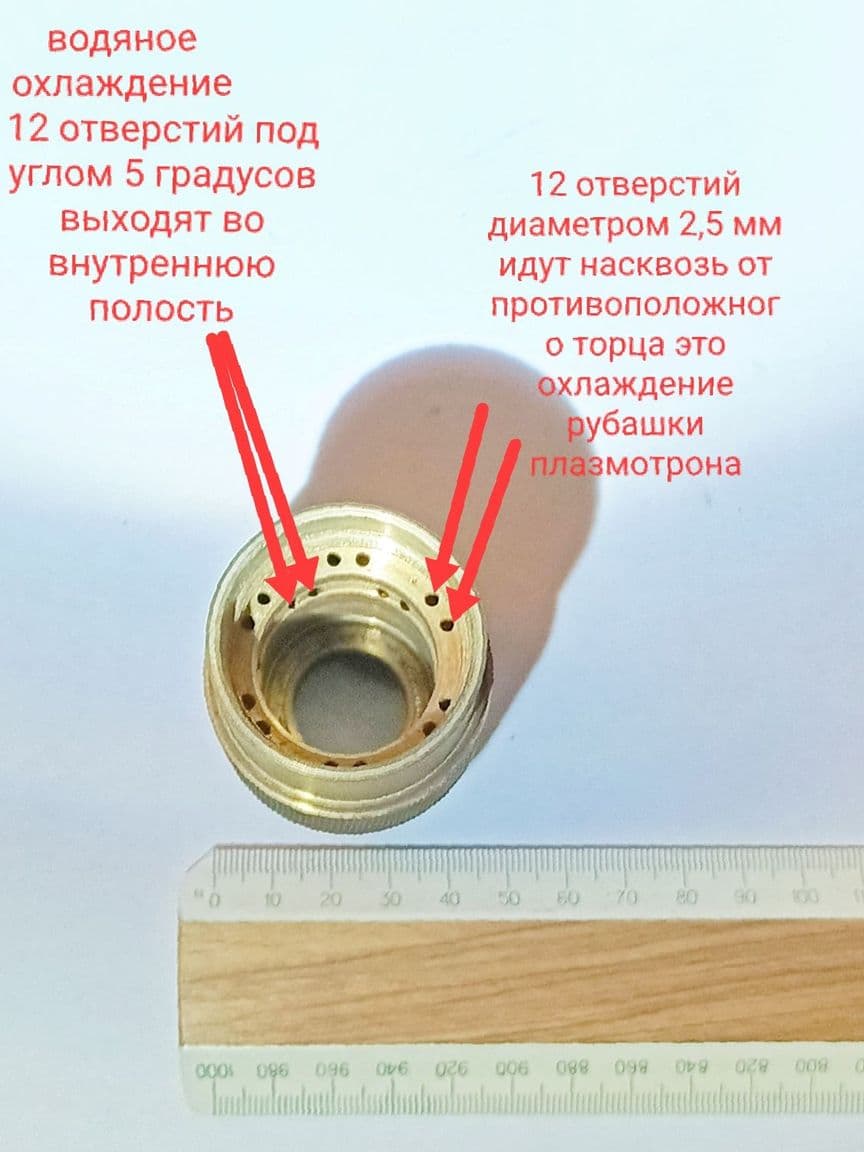
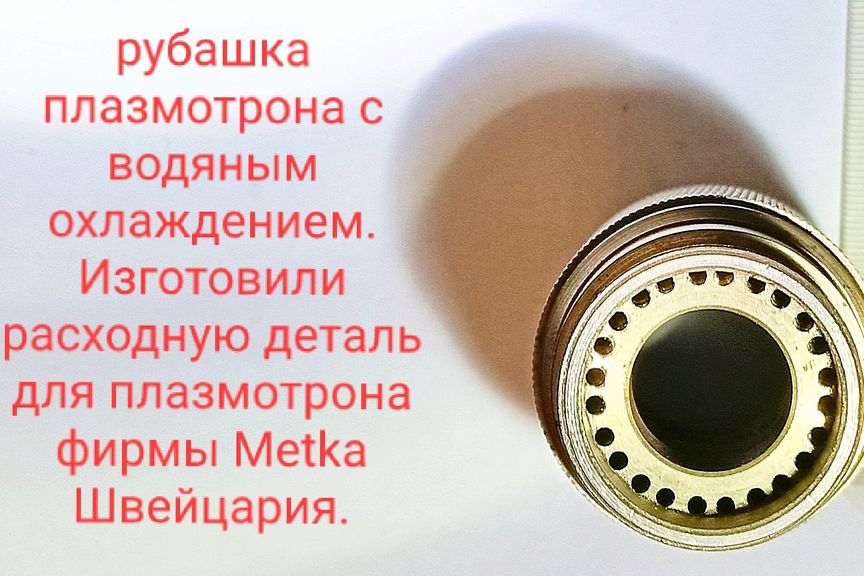
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.

ООО ” МИМ “
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.
Были задействованы следующие технологические операции :
1.Токарная на станке с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.
Были задействованы следующие технологические операции :
1.Токарная на станке с ЧПУ.
2. Заготовительная : Ленточная пила.
3. Слесарная.
4. Метрологический контроль.
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.Парные отверстия диаметром 2,5 мм, выходящие во внутреннюю полость просверлены под углом 12 градусов к оси детали.
Механическая обработка. Рубашка плазмотрона швейцарской фирмы Metka. Материал Л63.Парные отверстия диаметром 2,5 мм, выходящие во внутреннюю полость просверлены под углом 12 градусов к оси детали.
ООО ” МИМ “
Механическая обработка. Трибка бой в обратных центрах 2 мкм диаметр цапф 0,995 - 0,01 сталь У12 008 -- центарльная ось микронного индикатора.
Были использованы технологические возможности автомата продольного точения с ЧПУ. Метрологический контроль.

ООО ” МИМ “
Механическая обработка. Трибка бой в обратных центрах 2 мкм диаметр цапф 0,995 - 0,01 сталь У12 008 -- центарльная ось микронного индикатора.
Были использованы технологические возможности автомата продольного точения с ЧПУ. Метрологический контроль.
ООО ” МИМ “
Механическая обработка. Электроды.
Электрод точность наружных и внутренних размеров 0,05 мм. Использован токарный станок с ЧПУ. Метрологический контроль.Материал BrCrZr.
Электрод точность наружных и внутренних размеров 0,05 мм. Использован токарный станок с ЧПУ.
Метрологический контроль.
Материал BrCrZr.


Электрод точность наружных и внутренних размеров 0,05 мм. Использован токарный и фрезерный станки с ЧПУ. Метрологический контроль. Материал BrCrZr.

Электроды и электрододержатели точность наружных и внутренних размеров 0,05 мм. Использованы токарный и фрезерный станки с ЧПУ.Метрологический контроль. Материал BrCrZr.
ООО ” МИМ “
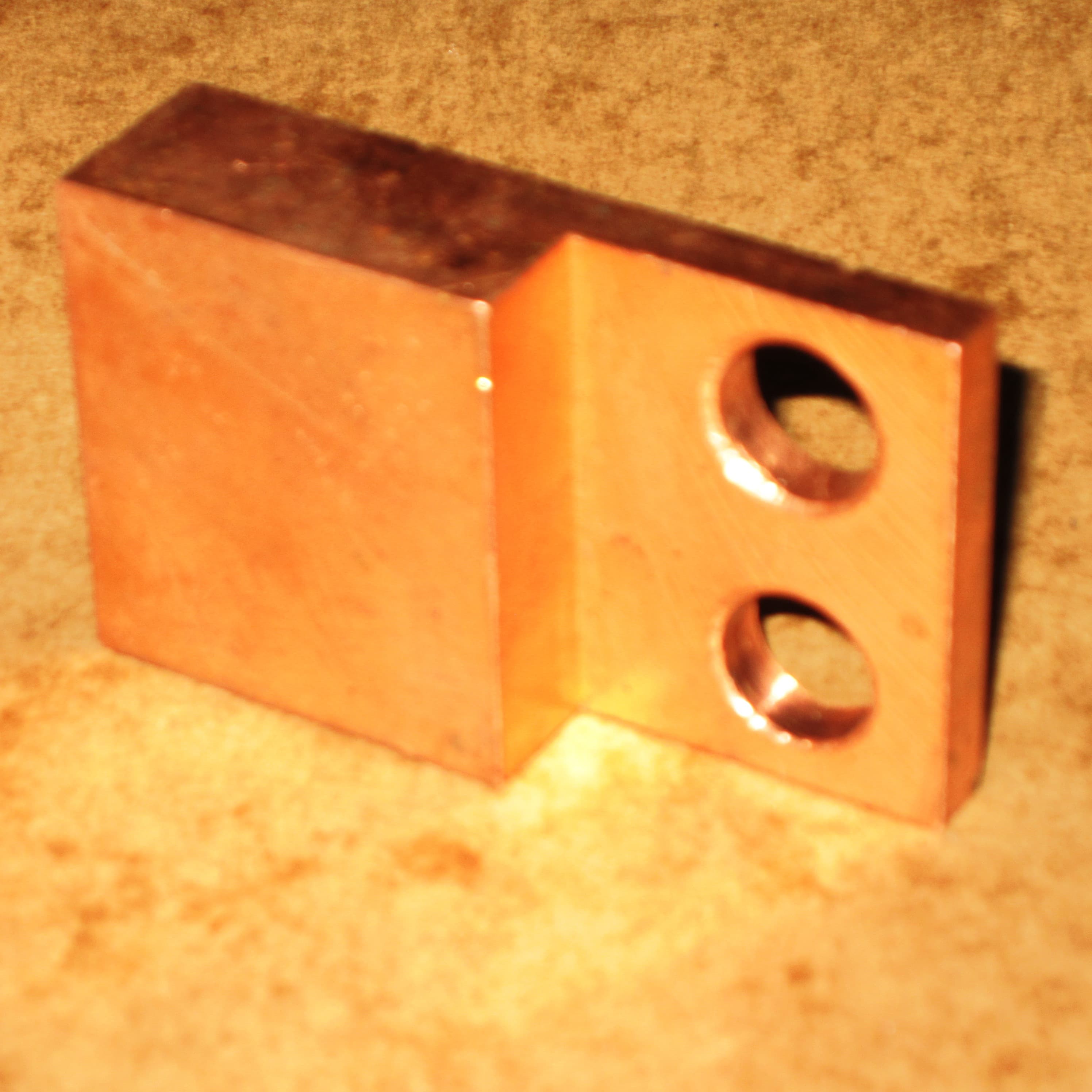
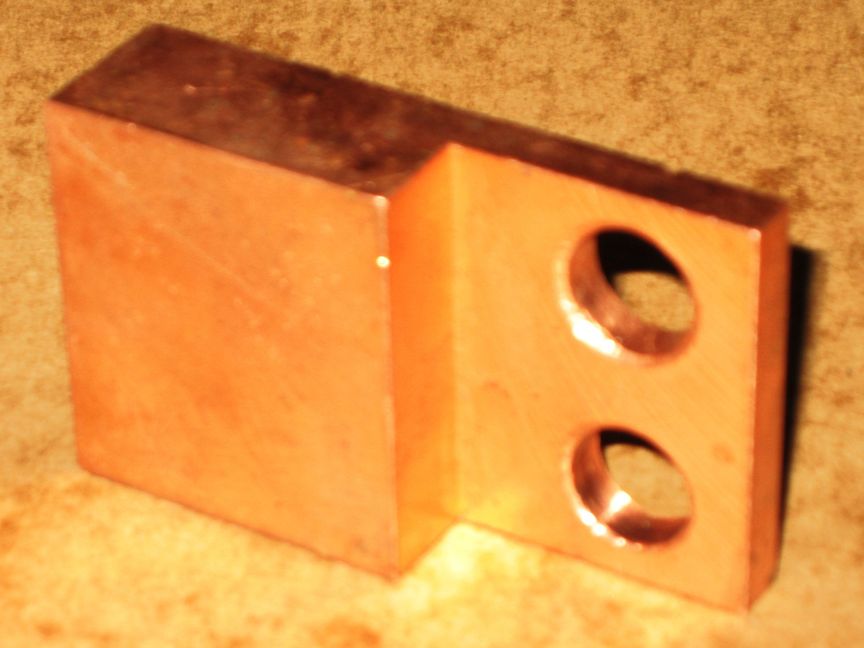
Механическая обработка.Подкладка медная для сварочного кондуктора. Подкладки из Cu различной конфигурации используются в сварочных кондукторах и стапелях при мелкосерийном и серийном производстве для предотвращения приваривания грата ( брызг ) к конструкции кондукторов,стапелей, сварочных столов и сохранения как точности сварочных приспособлений, так и обеспечения соответственно требуемого качества изготавливаемых металлоконструкций при сваривании комплектующих. Часто подкладки из Cu используют для предотвращения ( минимизации ) появления обратного валика.Использован фрезерный станок с ЧПУ. Метрологический контроль.Материал Cu.
Подкладка медная для сварочного кондуктора.
Подкладки из Cu различной конфигурации используются в сварочных кондукторах и стапелях при мелкосерийном и серийном производстве для предотвращения приваривания грата ( брызг ) к конструкции кондукторов,стапелей, сварочных столов и сохранения как точности сварочных приспособлений, так и обеспечения соответственно требуемого качества изготавливаемых металлоконструкций при сваривании комплектующих.
Часто подкладки из Cu используют для предотвращения ( минимизации ) появления обратного валика.
Использован фрезерный станок с ЧПУ. Метрологический контроль.
Материал Cu.
ООО ” МИМ “
Механическая обработка.Подкладка медная для сварочного кондуктора. Подкладки из Cu различной конфигурации используются в сварочных кондукторах и стапелях при мелкосерийном и серийном производстве для предотвращения приваривания грата ( брызг ) к конструкции кондукторов,стапелей, сварочных столов и сохранения как точности сварочных приспособлений, так и обеспечения соответственно требуемого качества изготавливаемых металлоконструкций при сваривании комплектующих. Часто подкладки из Cu используют для предотвращения ( минимизации ) появления обратного валика.Использован фрезерный станок с ЧПУ. Метрологический контроль.Материал Cu.
Подкладка медная для сварочного кондуктора.
Подкладки из Cu различной конфигурации используются в сварочных кондукторах и стапелях при мелкосерийном и серийном производстве для предотвращения приваривания грата ( брызг ) к конструкции кондукторов,стапелей, сварочных столов и сохранения как точности сварочных приспособлений, так и обеспечения соответственно требуемого качества изготавливаемых металлоконструкций при сваривании комплектующих.
Часто подкладки из Cu используют для предотвращения ( минимизации ) появления обратного валика.
Использован фрезерный станок с ЧПУ. Метрологический контроль.
Материал Cu.
ООО ” МИМ “
Механическая обработка.Токарно-автоматные детали.
Ниппель гидравлика.
Использован токарно-револьверный шестишпиндельный автомат 1Б240-6к. Метрологический контроль.Материал Сталь 20.
Токарно-автоматные детали.
Ниппель гидравлика.
Использован токарно-револьверный шестишпиндельный автомат 1Б240-6к. Метрологический контроль.
Материал Сталь 20.


Винт М10 стопор.Использован токарно-револьверный шестишпиндельный автомат 1Б240-6к. Метрологический контроль.
Материал Л63.
Материал Л63.
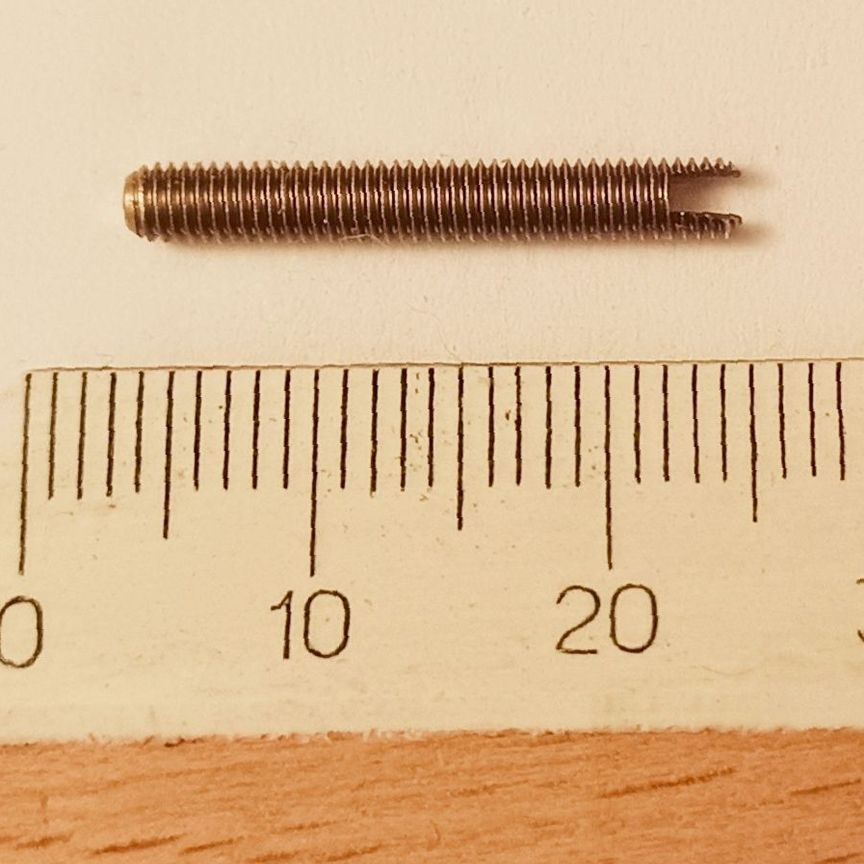
Шпилька резьба М3 ЧПУ продольный автоматИспользован автомат продольного точения с Метрологический контроль.
Материал ЛС59.
Использован автомат продольного точения с Метрологический контроль.
Материал ЛС59.
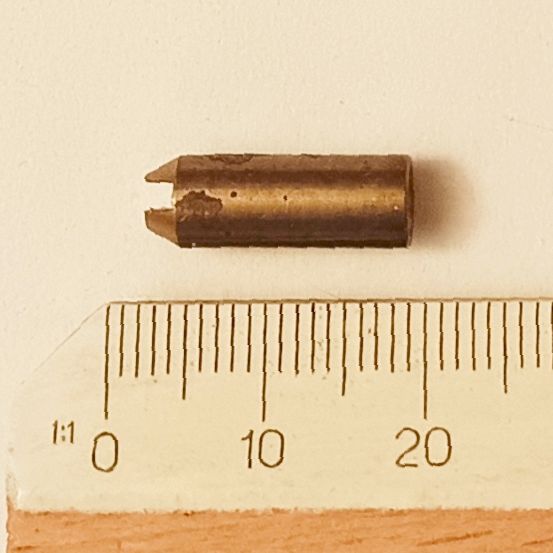
Штырь наружный диаметр 5 мм резьба М3.Использован токарно-револьверный автомат.Метрологический контроль.
Материал ЛС59.
Использован токарно-револьверный автомат.
Метрологический контроль.
Материал ЛС59.
ООО ” МИМ “
Механическая обработкаМелкомодульные зубчатые колёса, m = 0,2 мм, отверстие 2,4Н7( +0,01 ) мм, наружный диаметр 13,2

ООО ” МИМ “
Механическая обработкаМелкомодульные зубчатые колёса, m = 0,2 мм, отверстие 2,4Н7( +0,01 ) мм, наружный диаметр 13,2
Использован токарный станок с ЧПУ.Зубонарезной станок.
Метрологический контроль.
Материал Браж 9 ЖЗЛ.
Материал Браж 9 ЖЗЛ.
ООО ” МИМ “
Механическая обработка
Мелкомодульные зубчатые шестерни, мелкомодульные зубчатые колёса, m = 0,2 мм, трибка, отверстие 2,4Н7( +0,01 ) мм, наружный диаметр 13,2
ООО ” МИМ “
Механическая обработка
Мелкомодульные зубчатые шестерни, мелкомодульные зубчатые колёса, m = 0,2 мм, трибка, отверстие 2,4Н7( +0,01 ) мм, наружный диаметр 13,2
Адрес
г. Санкт-Петербург, ул. Бабушкина д. 64
Контакты
+7-921-348-56-61
+7-921-348-56-61 whatsApp
Заказывая изделия и услуги в ООО ” МИМ “ Вы ускоряете выпуск и увеличиваете объём продаж своей продукции.Не заказывая изделия и услуги в ООО ” МИМ “ -- просто проконсультируйтесь по технологическим вопросам.
mimmetallobrabotka@mail.ruhttps://mimmetallobrabotka.tb.ru/
mimmetallobrabotka@mail.ru
https://mimmetallobrabotka.tb.ru/
Политика конфиденциальности
Я даю согласие ООО "МИМ" (далее - Компания) на обработку всех моих персональных данных, указанных мной при оформлении заказа, любыми способами, в том числе третьими лицами, в том числе воспроизведение, электронное копирование, обезличивание, блокирование, уничтожение, а также вышеуказанную обработку иных моих персональных данных, полученных в результате их обработки, в любых целях, прямо или косвенно связанных с предложением иных продуктов Компании, и направления мне информации о новых продуктах и услугах Компании и/или его контрагентов.
Указанное согласие дано на срок 5 лет, а в случае его отзыва обработка моих персональных данных должна быть прекращена Компанией и/или третьими лицами и данные уничтожены при условии расторжения Договора, но в любом случае не позднее 1 (одного) года с даты прекращения действия Договора.
Я даю согласие на получение мной рекламы, рассылки, в том числе по сети подвижной радиотелефонной связи, от Компании, его контрагентов и аффилированных лиц.
Указанное согласие дано на срок 5 лет, а в случае его отзыва обработка моих персональных данных должна быть прекращена Компанией и/или третьими лицами и данные уничтожены при условии расторжения Договора, но в любом случае не позднее 1 (одного) года с даты прекращения действия Договора.
Я даю согласие на получение мной рекламы, рассылки, в том числе по сети подвижной радиотелефонной связи, от Компании, его контрагентов и аффилированных лиц.